Контактно-точечная сварка
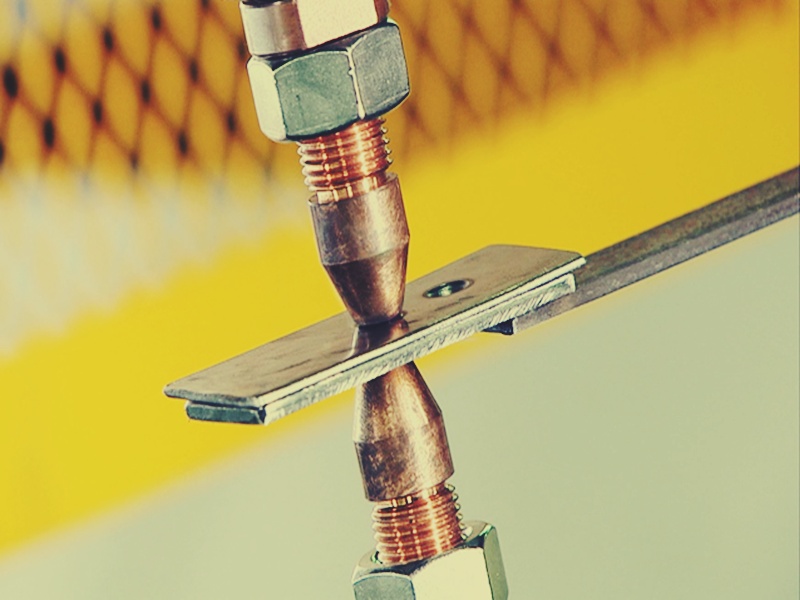
Точечная сварка являются разновидностью контактной сварки. Особенность точечной сварки — сварка по одной или нескольким определенным точкам, что дает возможность простого сваривания тонких металлов. Прочность сварки напрямую зависит от размера и структуры точки сваривания. Это определяется несколькими факторами, включая состояние свариваемых поверхностей, форму и размер используемого электрода, параметры сварочного тока, прикладываемые усилия и другие. От других контактных методов точечную сварку отличают ряд особенностей:.







 с доставкой по России")
Точечная контактная сварка
Точечная сварка - это один из наиболее распространенных технологических процессов контактной сварки. От других разновидностей последней она отличается тем, что сварку деталей осуществляют только в нужных местах, используя для этого одну или несколько точек соединения. Возможность соединения металлических заготовок способом стыковой сварки первым продемонстрировал в году известный физик Уильям Томсон Англия. Изучая его работы в этой области, российский инженер Николай Бенардос разработал методику и изготовил аппарат, позволяющий соединять металлы как точечной, так и шовной сваркой.







Технология POWER CLAMP зажим со встроенными силовыми цепями позволяет, в отличие от обычных сварочных аппаратов, осуществлять точечную сварку с использованием более высокого тока, снижая при этом потребляемое электричество, использовать намного более длинные 5m и легкие кабели, упрощая выполнение работ и расширяя рабочую зону, сохраняя при этом магнитные поля вокруг кабелей на минимальном уровне. Великолепно подходят для применения в автомастерских, так как данная технология обеспечивает превосходные результаты работы на стали с высокой текучестью HSS и на оцинкованных листах. Служит для сварки необработанных поверхностей, например, со следами краски, ржавчины, оцинкованных или высокопрочных сталей. Данный режим неизбежно приводит к уменьшению производительности аппарата снижение количества точек в час , потому что эффект ПУЛЬС требует большего времени каждой сварочной точки.